2023.05.24


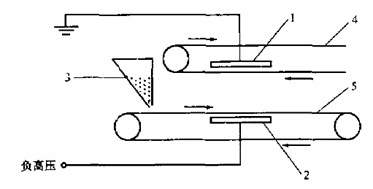
图1 静电植砂流程图 (1.上极板 2.下极板 3.砂箱 4.基材 5.传送带) 
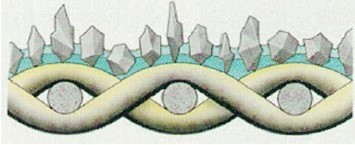
图2 静电砂带示意图 
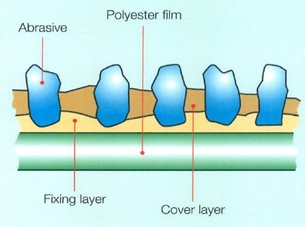
图3 砂纸结构图 
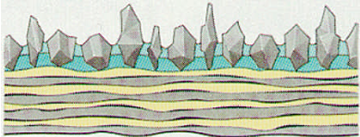
图4 布基砂带结构图 
图5 PET基材砂带结构图 
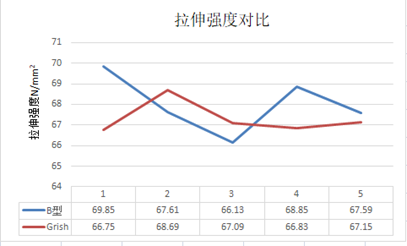
图6 砂带拉伸强度对比 
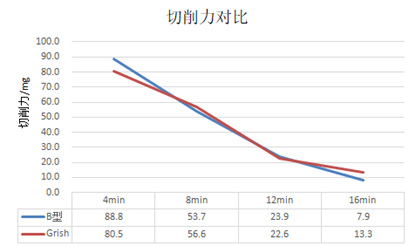
图7 砂带切削力对比 
Grish精密研磨带
目录
什么是静电植砂研磨带
磨具被称为工业的牙齿,它的使用渗透到国民经济中的各个领域。其中,涂附磨具是用粘接剂将磨料粘接在可挠性基材上面而制成的,静电植砂研磨带属于涂附磨具中的一种。静电植砂研磨带是利用高压静电场力,依靠磨料的电学性能,将微细的磨料植于布基、纸基或高强度薄膜上。植砂流程如图1所示。
磨料、基材、粘接剂为组成静电植砂研磨带的三要素,影响着砂带的使用性能和使用场景。磨料是磨具的灵魂,研磨带根据磨料种类的不同主要分为氧化铝研磨带、碳化硅研磨带和金刚石研磨带。
磨料用氧化铝多指白刚玉,白刚玉以工业氧化铝粉为原料,于电弧中经2000℃以上的高温熔炼后冷却制成,经粉碎整形,磁选去铁,筛分成多种粒度,其质地致密,结晶白色,硬度高,具有良好的切削能力。适用于磨削如淬火钢、高碳钢、不锈钢、合金钢和工具钢等。
碳化硅是以石英砂(SiO2)和石焦油(或无烟煤)为主要原料,在电阻炉中以2000~2200℃下冶炼而成。主要的矿物成分为α-SiC,其硬度比刚玉类高,但是韧性小,性脆而锋利。其适用于硬度高的合金钢,抗张强度低、韧性大的材料如黄铜和铝等,也适用于非金属材料如塑料、橡胶和树脂板等。
人造金刚石微粉是一种新型超硬磨料,主要用于制造在工业生产中用于加工高硬度及高精度物品过程中所使用的工具。用于硬质合金,非金属(例如:宝石,陶瓷,光学玻璃)等高硬度材料的研磨抛光。
静电植砂研磨带的优点
静电植砂的磨料是靠静电电场力吸上去的,磨料的形状各异,但电场力的作用点作用在砂粒重心,因此砂粒的大头朝里,小头尖头朝外,大头被胶牢牢地粘在带基上。所以制备的研磨带磨削力高,颗粒定向排列,产品表面锐利,保证研磨带最佳的磨削效能;磨料排布一致性佳,不易划伤工件,且可保持持续均匀的切削力及最佳的表面精度;耐水耐油、不易变形;寿命长,耐用性好,可进行持续耐久磨削,降低生产成本。
为什么选择PET基材
基材作为磨料和粘接剂的载体,要求基材和粘接剂、磨料粘接牢固;具有一定的可挠曲性;具有一定的强度和较小的伸长率;具有平整的表面。涂附磨具的基材主要有:纸、布、无纺布和聚脂薄膜等。
纸基有纤维结构,影响研磨产品的平整性;磨料粒度分布不均,容易产生深划伤或磨削力不足的情况。而且纸基拉伸强度低,不能作为砂带使用,一般只能做砂纸。
布基有纤维结构,影响研磨产品的平整性;磨料粒度分布不均,工件表面磨削精度低;湿磨时布基会发生收缩、变形,进而影响抛光的精度和一致性。
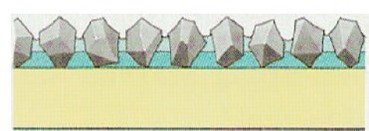
PET聚酯薄膜表面平整,制备的砂带磨料分布均匀,尖端均匀向上,不易划伤工件,且可以保持均匀持续的切削力以及最佳的表面精度;PET抗拉强度和抗张强度高、耐水耐热,干湿磨均可。
为什么选择国瑞升砂带
一直以来在汽车发动机领域应用的聚酯薄膜研磨带都是进口产品,成本较高,且订购周期较长。2012年北京国瑞升成功研发了高性能PET薄膜基材的研磨带,填补了国内空白。Grish研磨带以更高的性价比降低了广大汽车生产商的生产成本。目前已经有氧化铝、碳化硅和金刚石等各种磨料的研磨带,并且有多家重点曲轴、凸轮轴厂家订购使用。
砂带拉伸强度对比
我们对比了Grish与国外某B型的15μm氧化铝研磨带性能,从砂带拉伸性能,切削性能和微观植砂状态进行了对比。砂带拉伸强度对比结果如图6所示,Grish砂带和国外砂带拉伸强度一致,使用中不会发生断带。
砂带切削力对比
我们内部设计实验对比了Grish与国外某B型砂带切削效率,结果如图7所示,磨削效率基本一致。
砂带微观形貌对比
植砂的微观状态会影响最终磨削效果,Grish与国外某B型砂带电镜(SEM)测试如图8所示。Grish砂带磨料尖端漏出表面,排列整齐,能够保证磨削精度。

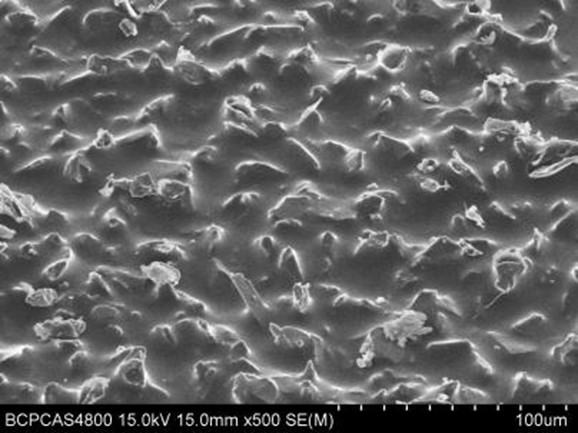
图8 SEM测试图(左:Grish;右:国外砂带)
部分客户应用情况
表1和表2是国内某厂使用Grish砂带和同粒度国外砂带研磨抛光效果,我们砂带能够满足客户抛光要求。
表1:15μm砂带研磨对比图
| 材质/Material | 锻钢凸轮轴 | 锻钢凸轮轴 |
| 工具/Tool | 国外某B型研磨带 15微米 | Grish 15微米 |
| 要求/Require | Ra<0.12 | Ra<0.12 |
| 结果/Results | Ra在0.11左右 | Ra<0.09微米 |
| 用时/CycleTime | 2cm | 2cm |
表2:20μm砂带研磨对比图
| 材质/Material | 锻钢曲轴 | 锻钢曲轴 |
| 工具/Tool | 国外某A型研磨带 20微米 | Grish 20微米 |
| 要求/Require | Ra<0.2 | Ra<0.2 |
| 结果/Results | Ra在0.12~0.18 | Ra在0.13-0.18 |
| 用时/CycleTime | 2.5cm | 2.5cm |

通过我们的新博客随时了解情况,保持灵感。
GRISH四角加压光纤研磨机,专门用于研磨各种光纤连接器产品,如:光纤跳线、尾纤、PLC分路器、塑料光纤、光纤器件等,在光通信行业应用十分广泛。产品加工精度高、操作运行稳定,直观的大屏幕设计可使参数调整更加方便快捷。目前比较成熟的产线加工方式主要由四台或五台光纤研磨机,再配合各种规格的PC、APC、UPC等研磨夹具组成。
了解更多 研磨设备 四角加压研磨机GRISH四角加压光纤研磨机,专门用于研磨各种光纤连接器产品,如:光纤跳线、尾纤、PLC分路器、塑料光纤、光纤器件等,在光通信行业应用十分广泛。产品加工精度高、操作运行稳定,直观的大屏幕设计可使参数调整更加方便快捷。目前比较成熟的产线加工方式主要由四台或五台光纤研磨机,再配合各种规格的PC、APC、UPC等研磨夹具组成。
了解更多

